“Twice in the last century, automobile manufacturing has changed our most fundamental ideas of how we make things. And how we make things dictates not only how we work but what we buy, how we think, and the way we live.” – The Machine that Changed the World
Toyota, the world’s third largest automaker, has cash reserves large enough to buy both Ford and Chrysler at current stock prices with nearly S5 billion to spare. That’s sobering news for beleaguered car manufacturers, who are faced with a slumping market, eroding profits, and increased foreign competition. Japanese caretakers now command a combined 25% of all U.S. car sales — almost double the amount a decade ago. But automakers are not alone: during the same time period, Japanese firms have decimated the motorcycle industry both in the U.S. and Britain (with the notable exception of Harley Davidson), dominated consumer electronics, and made major inroads in many other industries.
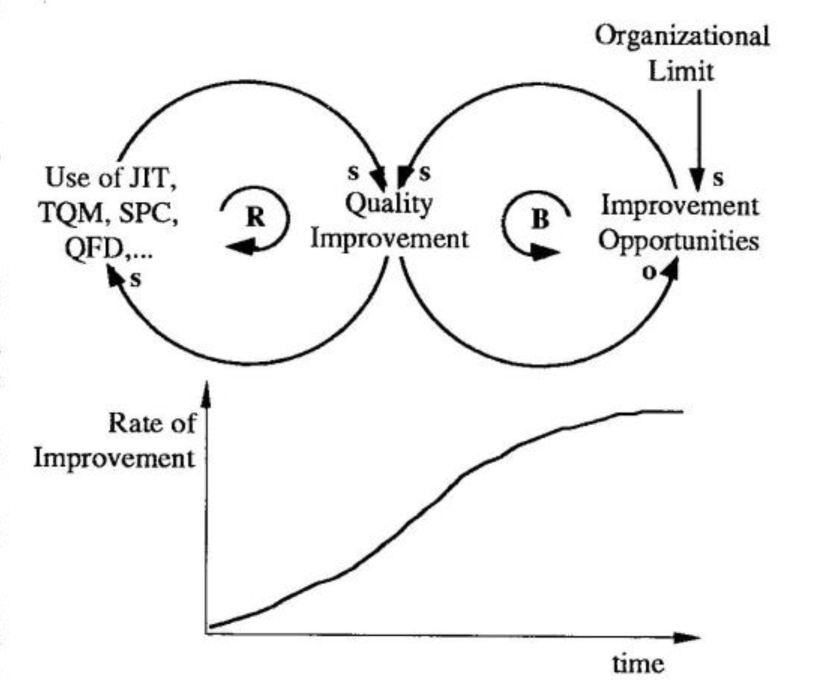
Many companies have responded to Japan’s competitive onslaught by pursuing Total Quality Control (TQC), Just-in-Time (JIT), Quality Function Deployment (QFD), and Statistical Process Control (SPC) in an effort to imitate Japan’s success. But after many years of hard work, improvement rates are plateauing even as companies increase their efforts (see “Limits to Quality Improvement”). Most have hit their organization’s limit, given their current management system and organizational infrastructure.
Limits to Quality Improvement
The harsh reality now emerging is that many quality programs have distracted companies from a far more fundamental realization — that JIT, SPC and TQC are all pieces of a whole new way of doing business that is radically different from traditional Western methods. In The Machine that Changed the World (Rawson Associates, 1990), James Womack, Daniel Jones, and Daniel Roos document with clarity and forcefulness the true nature of Japan’s success — which has very little to do with the fact that they are Japanese and a lot to do with a fundamental shift from mass production to what the authors call a “lean” production system. The book, the culmination of a five-year, five million dollar study of the future of the automobile, involved researchers from around the globe and auto producers in 17 different countries. Not all of the best lean producers studied were Japanese — Ford, for example, has made much progress toward becoming lean. Nor were all of the worst manufacturers mass producers. But what the best manufacturers had in common was a systemic understanding of how to integrate separate parts of the organization into a smoothly functioning whole. To illustrate the profound impact that lean production is making in global manufacturing, the authors first look at the early history of the automobile industry, when another radical change took place.
Mass Production
Until Henry Ford’s arrival, the automotive industry was driven by the craft method of production — highly skilled groups of people worked together to produce vehicles one car at a time. Since each car was a unique product that was hand-fitted together, craft production required skilled personnel with a broad base of knowledge who were able to do whatever was necessary to make the car work. Because the cars were built in low volume, customers were able to order a vehicle to suit their particular specifications. Ford’s Model T, which rolled off the assembly lines in 1908, was a radical departure from craft production methods: each part was interchangeable, so assemblers could simply pop each part on the car, rather than fitting and adjusting each part to ensure a proper fit. This innovation gave Ford significant cost and productivity advantages over craft producers.
Five years later, Ford added a moving assembly line, which allowed the work to move even faster. Cars could now be assembled with amazing speed: the moving assembly line, for example, cut assembly time for major components of the vehicle by 62-88%. Although there were no studies of Ford’s early work, Womack et. al. estimate that the time savings generated by his first innovation — interchangeable parts — was significantly greater. Ford’s methods sounded the death knell for most of the high-cost, low-volume craft producers.
In addition to making interchangeable pans, Ford also made the workers interchangeable. He broke work down into the simplest racks that required virtually no skill to perform. New roles were created to arrange for delivery of parts, refurbishing tools, etc., so workers would not have to leave the assembly line. The result was a functional division of labor and the addition of narrowly skilled indirect workers who did not contribute directly to the value of the car.
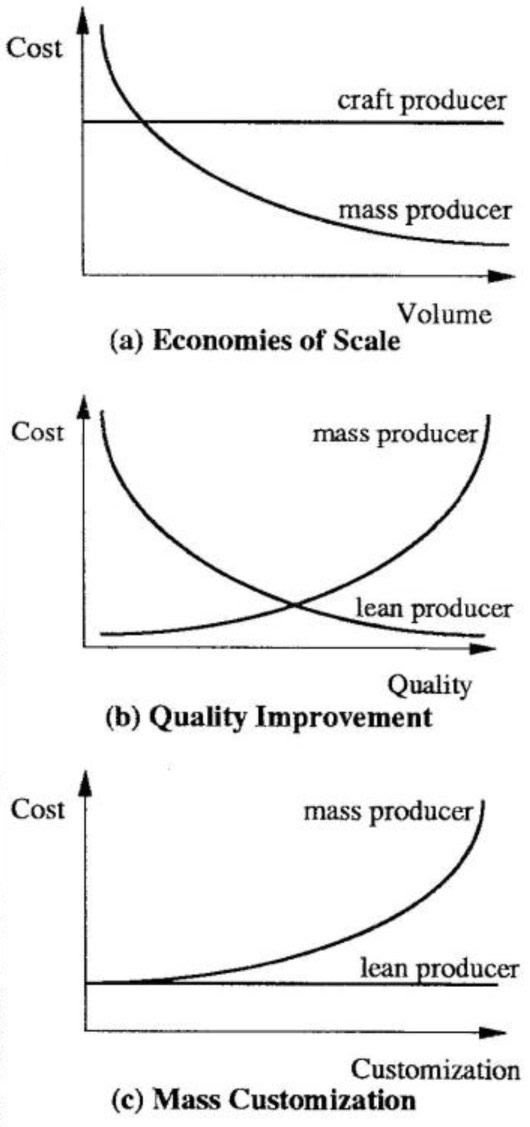
Fundamental Shifts in Competitive Emphasis
The division of labor that Ford started at the factory floor was extended by Alfred Sloan of General Motors to the corporate and professional levels. Sloan created decentralized divisions which were managed “by the numbers” from a centralized corporate office. This way, corporate senior managers would not need to know much about the actual operations of the divisions — the numbers would tell them whether a plant manager was doing well or not. New professions of financial managers and marketers were also created which complemented the engineering professions so that every functional area had a slew of experts with specifically defined responsibilities. The division of professional labor and the mass production system as we know it was complete.
Machine Age to Systems Age
From its beginnings in the auto industry, mass production has grown to be the dominant production method throughout the world, and its influence has shaped our core assumptions about the value of work, issues of quality and cost, and education and skill requirements. Mass production was the perfect complement to the machine age view of the world, which said that the whole could be understood by breaking it into smaller and smaller parts, analyzing the pieces, and reconstructing the whole.
Fragmentation led to further fragmentation; specialties led to sub-specialties. As the world has grown increasingly more complex and the interconnections tighter and tighter, the machine age view has proven inadequate. Analysis without synthesis has produced piecemeal solutions that are often “stillborn,” since the problems change faster than our ability to address them. The emerging awareness of the importance of seeing the “whole” has been referred to by some as the “systems age.”
Lean production is a natural complement to this emerging viewpoint. (For a look at the evolution of thought on issues of quality, cost, and customization, see “Fundamental Shifts in Competitive Emphasis” on page 2). The lean enterprise sees itself as part of the larger environment in which it operates. It seeks to understand and manage its relationship with all those who play a part in the enterprise (employees, customers, suppliers, competitors, financiers, government) — not as adversaries competing for a fixed or shrinking pie, but as collaborators working to create value for society.
The Essence of Lean Production
Lean production is creating a second dramatic revolution in the auto industry. This time, the pioneer is Eiji Toyoda, and the production method he started is one that requires less human effort, manufacturing space, investment in tools, and product development time than mass production. According to Womack, et. al., “Lean production welds the activities of everyone from top management to line workers to suppliers into a tightly integrated whole that can respond almost instantly to marketing demands from consumers. It can also double production and quality, while keeping costs down.”
Lean producers combine the best of both mass production and craft production: they take a craft producer approach to satisfying buyers’ individual preferences by offering a wider variety of products, while still enjoying the low-cost advantages of mass producers. In addition, lean producers also have fewer defects, making their products more attractive to consumers. Lean production is not limited to the factory floor, it encompasses everything from supplier relations to new product development to customer sales and service. And just as the shift from craft to mass production had far-reaching effects across the globe, lean production will have a pervasive influence as well.
Lean vs. Mass
By almost every measure, the lean producer outperforms the classic mass producer. According to Womack, Jones and Roos, the mass assembler takes 31 hours to assemble a car with 130 defects per 100 cars and carries an average of 2 weeks’ inventories of parts. The lean assembler takes 16 hours, produces 45 defects per 100 cars, and carries an average of 2 hours of inventories.
How does lean production work? A comparison between assembly plants run by lean producers and mass producers provides a glimpse of how radically different the two methods arc. (For a look at another aspect of the lean system, see “The Lean Supply System: Triumph of the Commons”).
The lean assembly plant has two key organizational features, according to the book:
“It transfers the maximum number of tasks and responsibilities to those workers actually adding value to the car on the line, and it has in place a system for detecting defects that quickly traces every problem, once discovered, to its ultimate cause.” In the typical lean producer factory, “indirect” workers such as machine repairers or inventory runners are non-existent. Almost every person on the floor is working directly on the car. Narrow aisles between work areas facilitate face-to-face communication between workers, an important part of the collaborative learning that is essential to lean production.
The narrow aisles also mean there is little room for excess inventories. Unlike mass producers who need stockpiles of “buffer” materials to ensure a smooth flow of the production line, in a lean factory parts are delivered directly to the line at one-hour intervals. Parts warehouses and buffer stocks of cars waiting to go into the paint booth or final assembly areas, which take up vast amounts of room in mass production facilities, are therefore unnecessary.
In a mass production facility, only senior managers can stop the line for reasons other than safety, but the line stops frequently because of machinery problems or materials delivery. In a lean factory, each worker can stop the production line by pulling a cord above the work station. Yet the line almost never stops. This is because of a relentless pursuit of quality in the lean enterprise. When workers find a defective part, they tag it and send it to the quality control area to obtain a replacement part. Once in quality control, employees then trace the error back to its ultimate cause and devise a solution to ensure the problem will never recur.
Perhaps the most striking difference between the mass and lean producer occurs at the end of the assembly line: the massive areas full of cars needing further repairs before shipment is non-existent in the lean factory. Almost every car is driven directly from the line to boats or trucks for shipment.
The lean producer’s advantage is not limited to the factory floor. In product design, the lean producer takes approximately 485 people on average to design a new car versus 900 for a mass producer. Average development time is 46.2 months for the Japanese, 60.4 months for Americans and 57.3 months for Europeans. As these numbers show, lean producers are able to offer a wider variety of products and replace them more frequently than mass production competitors. Or they can use their cost savings to invest in new technologies and increase product attractiveness. “The choice, and the advantage,” note the authors, “will always lie with the lean producer.”
Change or Perish
Most craft producers did not realize in the early 1900s that their very survival was threatened by mass production. As mass producers made inroads into their markets, many tried to convert to mass production, only to find that their efforts were too little, too late. The vast majority of them disappeared, with only a few remaining to serve particular market niches.
As we near the turn of another century, mass producers face a similar challenge. “Manufacturing companies in all industries will be affected by the spread of lean production,” claim Womack, et. al. “Its adoption, as it inevitably spreads beyond the auto industry, will change almost every industry…and the fate of companies and nations as they respond to its impact.”
From automakers and semiconductor manufacturers to banks and insurance companies, the principles of lean production have already begun to change the face of competition. The challenge and the hope, as Womack, Jones and Roos put it, is “that the principles of lean production can be applied equally in every industry across the globe.” One thing is certain, say the authors, “The conversion to lean production will have a profound effect on human society — it will truly change the world.” Again.
The Lean Supply System
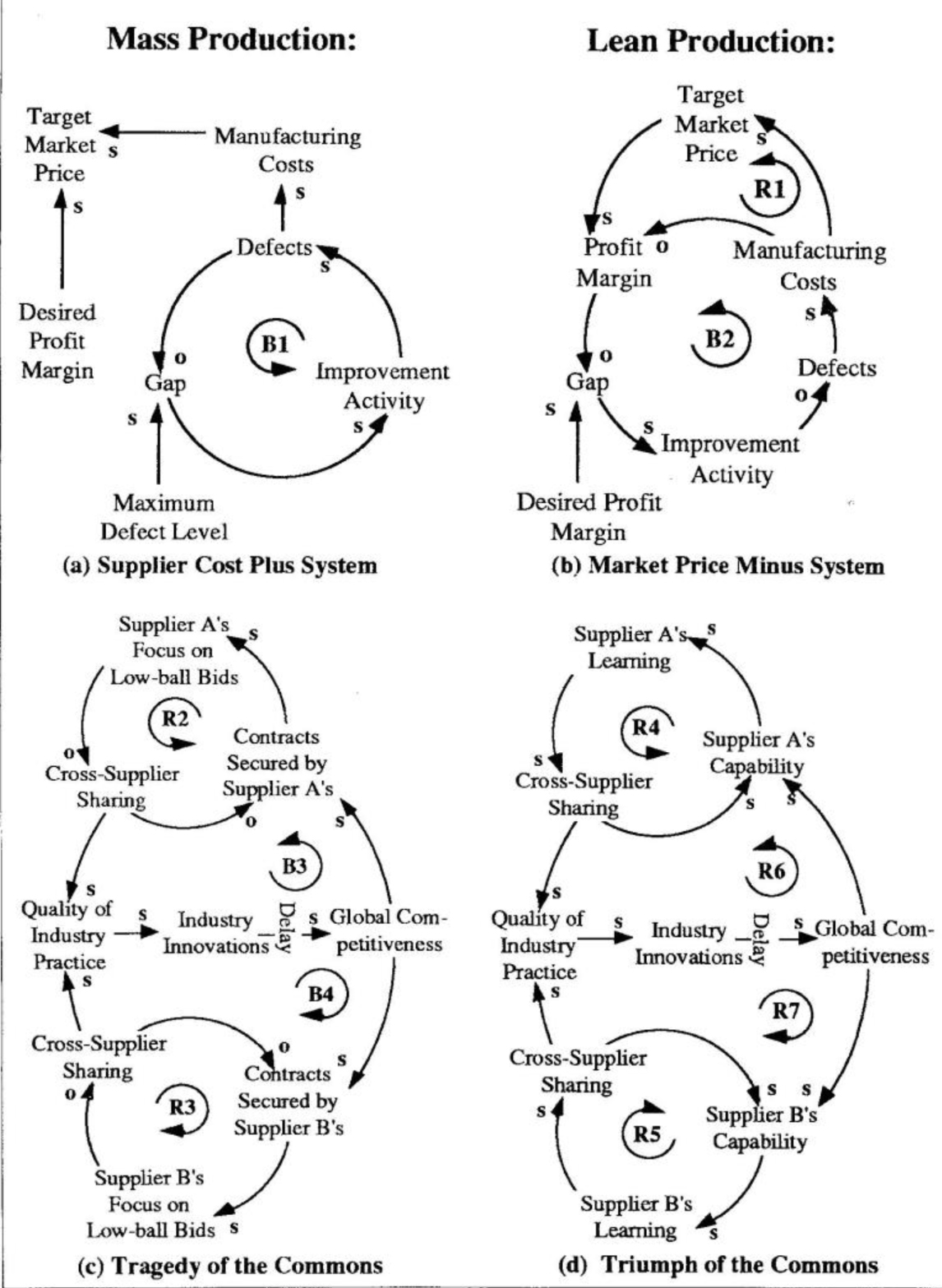
In the lean supply system, prices are set by the “market price minus” system: the assembler establishes a target market price and works backwards with the supplier to figure out how the part(s) can be made for this price while allowing for a desired profit margin for both parties. If the desired profit margin can not be achieved given the current manufacturing costs, improvements are made in order to reduce costs (B2). As costs decrease and desired profit margins are attained, a second competitive advantage of lean supply emerges — continually declining prices (R1).
In contrast, mass production assemblers use a “supplier cost plus” system for determining their target market price. They take the manufacturing cost numbers given to them by their suppliers and add in their desired profit margin to come up with the price. In this system the suppliers have no incentive for making improvements because any cost savings accrues to the assembler, not the supplier.
Thus, improvements arc only made when defects rise above some maximum level set by the assembler (B1). The mass production supply system is set up in a “tragedy of the commons” structure where each supplier focuses on its individual gain (R2 & R3) which, in the long run, serves to undermine the competitiveness of the whole industry (B3 & B4). The lean supply system, in contrast, creates a “triumph of the commons” structure where each supplier’s learnings increases their capability (R4 & R5) and advances the quality of industry practice, resulting in more innovations and increased global competitiveness (R6 & R7). As Womack, Jones and Roos puts it, “The [lean supply] system replaces a vicious circle of mistrust with a virtuous circle of cooperation.”